SPACE STUDIES INSTITUTE
P.O. BOX 82
PRINCETON, NEW JERSEY 08542
[[librarian note: This address is here, as it was in the original printed newsletter, for historical reasons. It is no longer the physical address of SSI. For contributions, please see this page]]
SSI UPDATE
THE HIGH FRONTIER® NEWSLETTER
VOLUME XIX ISSUE 6 NOVEMBER/DECEMBER 1993
DIRECTOR’s COLUMN

SSI is very pleased to be the vehicle for the first publication of a new innovative metal fabrication process. The process has been dubbed “the Incre process” by David Gore, its inventor, and author of the article about it in this Update. Mr. Gore is also a director of SSI.
The Incre process holds considerable promise as a component in the overall scheme of vital tools required for space manufacturing. As reviewed in the article, many of the standard and well-developed techniques used on Earth for fabricating metal objects are not applicable to space manufacturing. Alternative techniques will be required.
The Incre process should work as well or better in the gravity-free, atmosphere-free conditions of space as it does here on Earth. Though its current use has been confined to small complex objects, the article describes how it can also be applied to fabricate large, even habitat-sized, structures.
An interesting characteristic of the technique is its inherent ability to fabricate hollow objects. The processes usually used to create hollow objects involve a combination of casting and welding techniques that rely on gravity and/or an atmosphere, and hence cannot be used in space.
One of SSI’s primary roles has been to identify and nurture the development of the new techniques and processes needed for the building of an infrastructure in space. The Incre process could well become one of those crucial new technologies that will become a standard part of space-based manufacturing.
Fred Rose
INCREMENTAL FABRICATION OF STRUCTURES IN SPACE
David W. Gore Incre, Inc.
Corvallis, Oregon
Abstract
This paper introduces a new metal fabrication technique which may have value for the conversion of extra terrestrially-derived metals into useful shapes. Criteria are suggested for assessing the value of various fabrication methods for space-based manufacture, and the merits of different techniques are discussed. Also, there is some discussion of the use of this method to lower the cost of terrestrial launch vehicle manufacture.
Introduction
How can lunar or asteroidal raw materials be shaped into useful tools and large structures? The drawbacks of terrestrial fabrication methods have been discussed in the literature,1 and include reliance on gravity, on large quantities of water or air for cooling, and on the need for massive equipment.
The drawbacks of existing fabrication methods for use in space are especially serious where large shapes are needed. After all, it is feasible to bring small articles up from Earth. Large shapes such as pressure vessels and heat radiators may not even fit in the cargo bays of available launchers, and if components were fabricated on Earth, they would have to be assembled in orbit. Assembling large components in a vacuum would be difficult and dangerous. The only welding methods workable in a vacuum use high-power lasers or electron beams.1,2 Laser energy tends to be reflected by metals, and electron beams create x-rays when they strike metal. Any welding in a vacuum would therefore have to be done by a teleoperated robot.
A more fundamental problem with existing manufacturing techniques is that they are geared towards mass production, i.e., towards producing huge quantities of a few standard products at the lowest unit cost. In space we will need a large variety of products, but will not need (at least initially) large quantities of any given item. An early space manufacturing system would not have to produce industrial shapes quickly, but would ideally employ just a few simple low-mass machines which could make a wide variety of products.
Incremental Additive Fabrication
One way to approach this ideal is to use an automated machine which can add small increments of material to a structure, gradually building it up into any shape desired. Machines are already commercially available which can do this with plastics; they use an ultraviolet laser to cure selected parts of a liquid resin, then drain away the resin which has not been polymerized to expose the solid plastic shape. Such machines are used to make prototypes for product development, and have opened a whole new industry called “rapid prototyping.”3
It is likely that the most plentiful extraterrestrial materials will be metals and ceramics. Although some of the existing commercially available prototyping machines are capable of building molds for casting metal, none are capable of directly building metal or ceramic objects. Moreover, all current prototyping machines are limited to building relatively small objects. Nevertheless, a number of companies are working to develop rapid prototyping machines which will be able to fabricate small objects in metal and ceramics.4
One technique for building up shapes in metal, called “shape welding” or “shape melting,”5 involves laying down successive layers of weld metal. Metal feed wire is melted and vaporized in an arc and sprayed onto previous metal deposits. This method can deposit virtually any metal, and has been used to build chemical reactor vessels massing many tons. This might seem to be the answer to building large structures in space. Unfortunately, this method employs arc welding and so cannot be used in a vacuum.
A method which was mentioned in Gerard K. O’Neill’s book, The High Frontier, and has since been discussed in the literature,6,7 involves metal vapor deposition over plastic forms. This technique could create large seamless pressure vessels, but faces a number of technological difficulties. One problem is finding a material which can contain high-temperature molten aluminum without itself being dissolved. Other more fundamental drawbacks of the technique are the need for form work and large amounts of heating energy.
A variation of this approach uses sprayed molten metal rather than metal vapor.8,9 This technique has produced objects with fine microstructure and superior mechanical properties. Since the feed metal is heated only to the melting point, it is much easier to find resistant materials for constructing such a device. In addition, the energy costs are only about a tenth of a device which emits metal vapor. This allows use of electrical resistance or induction heating, which is more versatile and easily controlled than is direct solar heating. One drawback for space applications is that the process normally uses a high pressure inert gas to create the metal spray. For use in a vacuum, a different spray creation technique would have to be developed.
The Incre Process
The last two methods mentioned above require forms onto which the metal is deposited. This requirement limits the sort of shapes which can be built up, and imposes the need for a separate operation to construct forms. It would be better if structures could be fabricated directly from raw metal without the need for forms, in the manner of rapid prototyping machines but on a larger scale.
An approach which may well do this is currently under development by Incre, Inc. This method involves ejecting and depositing fine droplets of molten metal. Such droplets coalesce and are held in place by surface tension until they solidify. Droplets are hot enough to partially melt underlying metal, so that they bond strongly to previous deposits. By using a computer to control exactly where each droplet impacts a growing work piece, the structure can be “grown” into virtually any shape.
Some advantages of this technique are low energy usage, the ability to create almost any shape without the need for form work, and the ability to create structures which are indefinitely large. The process does not depend on gravity (as does sand casting) or on ambient gas pressure (as do many welding and metal spray techniques), and so is well suited for use in space. In fact, the method should work better in space than on Earth. In free fall the surface tension effects critical to droplet formation and deposition are not compromised by gravity. It is possible to add droplets from any direction, and the droplets can be large as well as small.
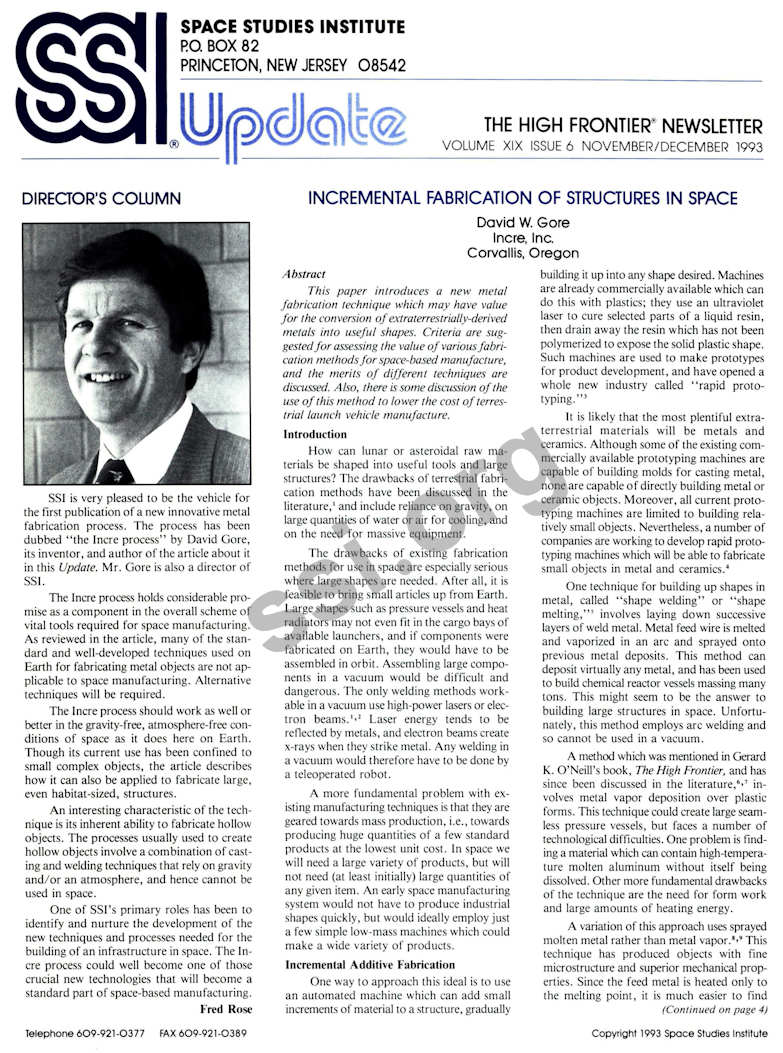
The Incre technique does not use molds or form work, but instead depends on the existing structure to support the areas being “grown.” For an example of this, consider the technique for building a pressure vessel shown in Figure 1. A rod is slowly turned while droplets are deposited around its circumference. The resulting disk grows into a shallow bowl, then a hemisphere, and finally into a complete sphere. Growth occurs along the edges of the structure, and for a sphere the position and orientation of the droplet ejector can be determined by a radius rod.
Although in this example a radial rod is used to determine where material is added, pressure vessels could be built in other ways. For example, a robotic “spider” could crawl along the lip of the growing structure, laying down metal. Its one or two kilowatt power requirement could easily be met by a portable solar electric array, so long as the working edge is facing the Sun. If the pressure vessel to be built is large (e.g. a Bernal Sphere) and it is important to build it quickly, dozens of such mechanical spiders could work simultaneously. This would not only speed up the work, but provide redundancy. If one of the robotic workers breaks down, the failure would have only a minor impact on project completion schedules.
This incremental additive fabrication technique is not limited to spheres. The same robots which build pressure vessels could build more complex products such as waste heat radiators, piping, and trusses. By reducing droplet size, these robots would be able to fabricate small, detailed products as well (see Figure 2). If an astronaut discovers upon arriving in orbit that he needs a wrench, he chooses a design from his database and makes the wrench on the spot. When he no longer needs it, he recycles it to make something else. Metal, unlike many plastics, can be recycled indefinitely.
Incre, Inc. is now developing a system for the rapid prototyping market. Ultimately it hopes to apply its technology to the manufacture of products which are either customized or made in small quantities. One example would be a two-man submarine, which would be streamlined by building in the ballast tanks and piping as part of a monolithic hull. Each one sold could be made slightly differently in order to fine-tune or customize performance.
Droplet deposition is not a speedy process, and can deposit metal at only up to one gram per second (or 86 kilograms per day). The actual rate depends on the detail desired, since just one droplet is ejected at a time and droplet mass varies with the cube of the droplet diameter. For this reason, it is unlikely that incremental fabrication will replace mass production of commodity products. In space however, this relatively slow deposition rate has the advantage of greatly reducing the investment in power-generation and metalextraction equipment. There is no need to build any faster than the rate at which the raw metal becomes available. With incremental fabrication, it should be possible to send a very low-mass robot (the mass of the ejector itself is no more than one kilogram) to the Moon or an asteroid and have it gradually build up an infrastructure.
When the space industrial infrastructure is more established, larger structures may well be built by a combination of deposition methods. For example, droplet deposition could create a thin-shelled Bernal Sphere, and spray deposition used to thicken that shell. Spray deposition typically lays down 1600 grams per second, and there is no inherent limit on spray rates. Although this method is quick, it requires considerably more power since an equivalent amount of metal must be melted each second.
To date, Incre has built objects using tin, bronze, zinc alloys, and aluminum. No work has yet been done with steel, copper/nickel alloys, or titanium, but future plans include working with these metals as well.
Although Incre, Inc. has to date been developing droplet deposition techniques strictly for terrestrial applications, some of these earthbound applications may be relevant to reducing launch costs. Currently it is very expensive to build small quantities of metallic products which have complex shapes. Rocket engines fall into this category, which makes them very expensive. Once it becomes possible to deposit metals having high melting points, the cost of rocket engines and other launch components should drop drastically. This may well bring launch costs down enough to allow private companies to lead the way in development of space resources.
References
1. Advanced Automation for Space Missions, A Report on the 1980 NASA/ASEE Summer Study On The Feasibility of Using Machine Intelligence in Space Applications. University of Santa Clara, Santa Clara, California, 1980.
2. Shulym, V.F. et al., “Peculiarities and Future Development of Space Welding,” p. 12-24, Proceedings of the conference on “Welding in Space and the Construction of Space Vehicles by Welding” sponsored by the American Welding Society, September, 1991.
3. Ashley, S., “Rapid Prototyping Systems,” p.34-43, Mechanical Engineering, April 1991.
4. Burns, M., “Automated Fabrication in Space,” Space Studies Institute Update. Volume XVIII, Issue I, Jan/Feb. 1992.
5. Doyle, T.E., “Shape Melting Technology,” Proceedings or the Third DTM Conference, October, 1991.
6. O’Neill, G., The High Frontier, pp.244-5, Space Studies Institute Press, Princeton, New Jersey, 1989.
7. Drexler, K.E. and Henson, H.K., “Design of Equipment for Vapor Phase Processing of Metals,” Lunar Utilization, ed. David Criswell, Lunar Science Institute, 1976.
8. Evan, R. W. et al., “The Osprey Preform Process,” pp. 13-20, Powder Metallurgy, Vol. 28, No. l, 1985.
9. Fiedler, H.C. et al., “The Spray Forming of Superalloys,” pp. 28-33, Journal of Metals, August 1987.
THAT FAMOUS QUESTION
Barbara Faughnan
One of the important pieces of folklore connected to SSI is the story behind Gerry’s initial interest in space colonies. Everyone knew it had something to do with his teaching, but there was great confusion as to which class -Physics 101 or 103? – “Physics for Poets?” or was it “Advanced Physics?” To add to the confusion, over the years we have received several letters from former students; however, some would profess to be in the Physics 103 class, some would say Physics 101, and some mentioned Physics for Poets. While researching this for the updated “SSI History,” I spoke with a former neighbor and professor of physics at Princeton, Frank Calaprice. He explained that there were then and are still three physics courses for freshmen (or any upperclassman looking for thrills and chills). Physics 103 is the hard core physics for science and engineering majors. Physics 101 is for premeds and architecture students (those who have a science bent, but are not that serious about physics), and Physics 111 which is also known as “Physics for Poets.” Frank is presently teaching Physics 103 and he is well aware of the redesign of the course that Gerry was responsible for in 1974.
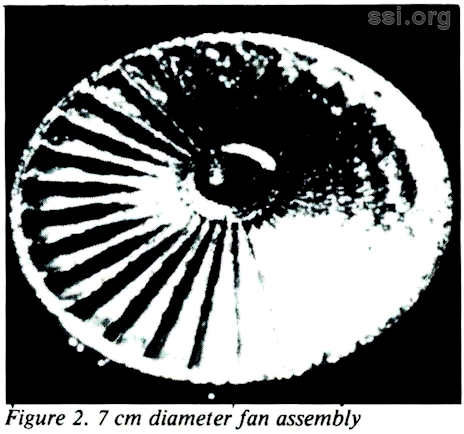
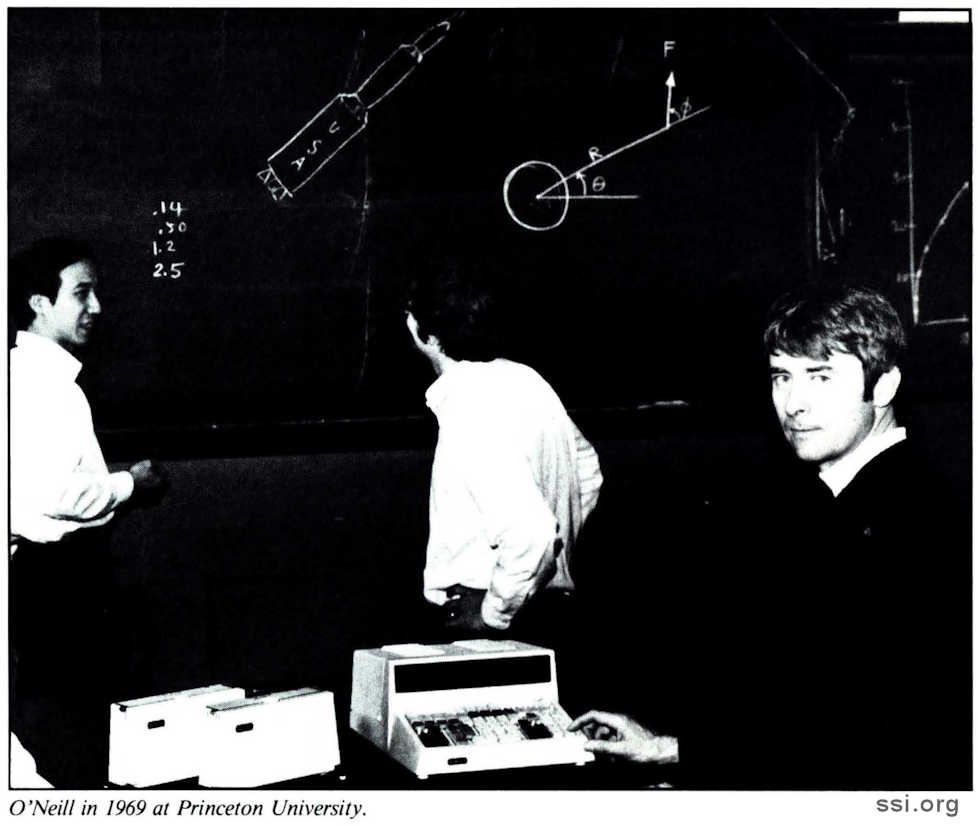
Gerry O’Neill was proud of his career as a teacher. His long-time friend Freeman Dyson wrote of this aspect of Gerry’s life in his obituary for Physics Today – “In 1965 O’Neill became a full professor at Princeton, where he remained until his retirement in 1985. He enjoyed teaching and devoted much of his time and energy to doing the job well. In 1969 he was responsible for teaching Physics 103-104, the basic introductory physics courses. He decided to reform the courses radically, replacing the traditional problem exercises with learning guides, which led the students step-by-step to a deeper understanding of what they were doing. The reform was an immediate success, and the learning guide system is still used in Princeton courses today.”
During his years at Princeton, Gerry taught all three levels of introductory physics, but the one that produced the seed that grew to be The High Frontier was the Physics 103 course which he taught in 1969. Here, with excerpts from Appendix I of The High Frontier, is Gerry’s telling of the events:
“In the late 1960s disenchantment with the sciences had become general, and massive budget cuts in research had already taken place. Yet in that same period the Apollo Project, begun several years earlier at a time of confidence in American power and capability, reached its fruition with the first human landings on the Moon. As others have said, our age may be remembered for no other accomplishment than that first great climb from Earth’s surface to another planetary body.
“In that same period, horrors of the war in Southeast Asia had provoked a revulsion against authority and against technology on American university campuses. At many colleges there were active riots, and in extreme cases, acts of violence resulting in death. Princeton remained relatively calm, but even in our quiet backwater there were meetings and demonstrations against academic authority. Students who sensed they had talents in science or engineering were on the defensive, accused by their colleagues of being “irrelevant, ” or in another catchphrase of the time, “counterproductive.”
“At the height of that period of campus unrest it became my turn to teach the largest of our first-year physics courses. The level of the course was· relatively stiff, requiring calculus, so its clientele included prospective physics and math majors, engineers, a sprinkling of other would-be scientists, and an occasional brave pre-med, willing to risk lower grades to learn physics at a level higher than required by the syllabus.
“With the prospect of a year spent in teaching double the normal amount, it was natural to choose the reorganization and modernization of the course as a challenge both diverting and, hopefully, useful. Some of the changes were minor; abandoning the traditional blackboard in favor of an overhead projector that would permit standing close to the front row of students, facing toward rather than away from them. We did away with homework handed in for grading weekly in favor of “learning guides, “programmed instruction booklets in which each student could find help and guidance even when studying on his own. For rapid feedback of information to the students, we returned to the old-fashioned custom of weekly short quizzes, promptly graded.
“At Princeton, as in most research-oriented institutions, there had been wide variation in the help available to students outside of class hours. Some members of the teaching staff, whose research depended on machines thousands of miles from the university, were often unavailable even though well-intentioned. To alleviate that problem, we began a system of cooperative office hours, so that each hour of the day during which a student might reasonably seek help would be “covered” by a staff instructor assigned to that particular time.
“To unify the course a theme was necessary for the year. It was easy to choose. Apollo 11, the first lunar landing mission, had flown successfully only two months before and Apollo 12 was due to lift off only two months after classes began. The Apollo Project, though already under heavy fire for its “irrelevance” to the needs of the inner cities, was exciting and offered many possibilities for illustration in a freshman physics course. Following that plan throughout the academic year 1969-70, each area of physics in the course was illustrated with examples from the first series of human voyages into space: force, energy and momentum, celestial mechanics, thermodynamics, electrical theory. For one ofour “laboratory” sessions a simulator was set up, based on an early, primitive version of an electronic desk calculator, and with it the students participating were able to carry through the simulation of a landing on the Moon. When their understanding of the optimum directions and timings of rocket firing were faulty, they found themselves running out of fuel while still three hundred feet up, and tension ran high in the laboratory when that happened.
“In any large course, one must aim the instruction at the middle of the class, and then make special arrangement for those who are either much slower or much faster than the average. In the case of Physics 103, after the changes just described, the slower students were being given the help they needed. It remained to make special effort for those whose preparation, natural talent or motivation was so much above the average that they were being challenged insufficiently by the regular teaching. For the first months of the course, before the work overload piled up too high for all the students, I held a small, informal seminar, in attempt to alleviate that problem.
“Given the peculiar problems of 1969 on a university campus, it seemed that we should attack the question of the place of the scientist and the engineer in the society of the next decades. Clearly, the days of blind trust in science and in progress were past. Not only because of the real needs of the world outside, but because of the self-doubts and questionings of the would-be scientists themselves, it was important to examine problems relevant to the issues of the environment, of the amelioration of the human condition, and of the interaction between science and society.
“The traditional view of the scientist, and the value-system which has been associated traditionally with excellence in the sciences, is oriented to specialization. The trite phrase “knowing more and more about less and less” sums up much of this view, and until very recently, scientists who crossed boundaries between fields of specialization were viewed with considerable suspicion by their colleagues. One cannot dismiss that attitude lightly. It is easy to make mistakes when working in an unfamiliar field, and far too easy to work in several fields while doing a really first-class job in none. There are unhappy case histories of good scientists brave enough to cross the boundaries between scientific disciplines, who have discovered, usually only painfully and after years of wasted effort, that they could not gain an adequate degree of mastery of the new subject in the time available to them.
“Yet the students of 1969 were seeking for relevance in their own careers, groping for ways in which their natural talent for technical subjects could benefit their fellow human beings. Above all, they sought to avoid a narrow specialization which would place them in that sad category described by Dickens: ” … The misery with them all was, clearly, that they sought to interfere, for good, in human matters, and had lost the power forever.”
In our seminar, held each week and attended usually by some eight or ten students, I hoped to discuss large-scale engineering problems that would combine several attributes. They would have to be broad enough in scope to be challenging, and their solutions must benefit a broad spectrum of humanity, especially those disadvantaged by accident of place or situation of birth. If those problems were to be attacked by the students of our seminar, their solutions must not require materials, techniques, or engineering knowledge beyond the level of the 1970s or early 1980s. As it turned out, once a first problem was chosen for discussion, it so occupied us that we never had time for a second.
“Often people have asked why I picked as our first question, “Is a planetary surface the right place for an expanding technological civilization?” There is no clear answer, except to say that my own interest in space as a field for human activity went back to my own childhood, and that I have always felt strongly a personal desire to be free of boundaries and regimentation. The steady-state society, ridden with rules and laws, proposed by the early workers on the limits of growth was, to me, abhorrent.
“The level at which we could attack this question was necessarily modest. The students of Physics 103, in October of their freshmen year, were only four months past graduation from high school.
“First there was the issue of energy. In space, solar energy would be available full time. We could imagine no cleaner, more inexhaustible, or ultimately cheaper source of energy for a society which by our assumption would be expanding and growing in technological capability, if not necessarily in population. The possibility of the colonization of planets other than Earth could be dismissed quickly for other reasons besides the unsuitability of a planet for solar energy use. The land area available was insufficient. The use of the Moon and Mars would hardly more than double the land area available to us as a race, and at our present rate of expansion, that increase would be used up in a mere thirty-five years.
“What about colonies in free space itself? First, there was the question of their possible size. From the beginning, we were thinking in terms of something earthlike, not just a space station. There must be the possibility of ordinary human life, complete with gravity, atmosphere, sunshine, growing plants, trees, and animals.
“It was clear that there could be only three basic geometries for a vessel in space, containing an atmosphere and rotating to provide an artificial gravity: the sphere, the cylinder, and the wheel (toroid). The last had been discussed thoroughly during the 1950s and seemed to us more appropriate for a space station than for a mini world. The sphere seemed to us less desirable than a cylinder, because we sought to maximize usable land area at a gravity near earth-normal.
“Our first assumptions seemed naïve in retrospect. We thought in terms of full normal atmospheric pressure, and to a soil thickness of about five feet, far more than is used by most growing plants. Even so, our first calculations showed us that a steel shell rotating to provide earth-level gravity, and loaded by that soil depth and atmosphere, could be built in a size as large as several miles in diameter. That first numerical result surprised us and stimulated our asking further questions.
“What about room for expansion? At that time, we had only a hazy idea of the total volume of material available in the asteroid belt, but it seemed that asteroidal material would suffice to build space colonies with a total land area at least many thousands of times larger than that of the Earth. It was Freeman Dyson, more than a year later, who pointed me toward that mine of information, Allen’s “Astrophysical Quantities,” where the correct numbers could be found.
“It remained to find a way in which sunlight could be introduced into the rotating cylinder, preferably maintaining the visual effect of the normal disc of the Sun in the sky, and its slow passage across the sky during the course of each day. Perhaps it was the fourth or fifth of our seminars to which I brought a model, made out of bits of paper, tape and plastic, of a cylinder subdivided into six segments, three of them transparent, into which sunlight could be brought by external planar mirrors.
“My calculations, after the seminar ended, were carried out in occasional spare hours on weekends or late at night. Often they were done at times when my schedule made it necessary for me to spend a day or so in another country, away from my regular research or teaching. The more the problems of setting up communities in space were examined, the more it seemed that reasonable solutions existed for each problem. That experience happens rarely to a scientist. In most cases, a new idea is shot down quickly by the first few calculations. One learns to recognize the exceptions. There was a definite sensation of “deja vu.” Thirteen years earlier, in 1956, it had been my good fortune to experience the same excitement, the same feeling of exploring a new logical path, when at the time I had begun to work on the possibility of storage-rings. [[(Another story! … Ed.)]]”
– Gerard K. O’Neill, from Appendix I of the 1989 SSI Edition of The High Frontier
Between 1972 and 1983 Gerry taught a variety of courses including a graduate course, Physics 529, Introduction to High Energy Physics. Bettie and I joined SSI in late 1979 when Gerry was teaching the “Physics for Poets” course. (This title was later changed as it was thought to be denigrating to both physics and poets.) He was aptly suited for this type of challenge because he was so good at explaining hard concepts to us mortals. We especially appreciated the story that his son, Roger, wrote of in the Update Memorial Issue:
“Another unusual characteristic of Dad’s was his ability to answer his kid’s technical beam experiment of early 60s in such clear terms that as a near toddler, I had a clear and accurate image of the essential structure of a high energy particle beam. A humorous twist is that I was so young at the time that I somehow missed the idea that two particle beams were colliding with each other. I had in my mind a clear image of a particle beam colliding with not another beam, but instead a “bean” (lima, to be specific).”
DC-X COMPLETES THIRD TEST FLIGHT
W. Paul Blase
Mr. Blase is currently a Systems Engineer with the DCS Corporation. DCS is an engineering resource company that designs, develops, and integrates specialty electrooptical, computer, and electric systems.
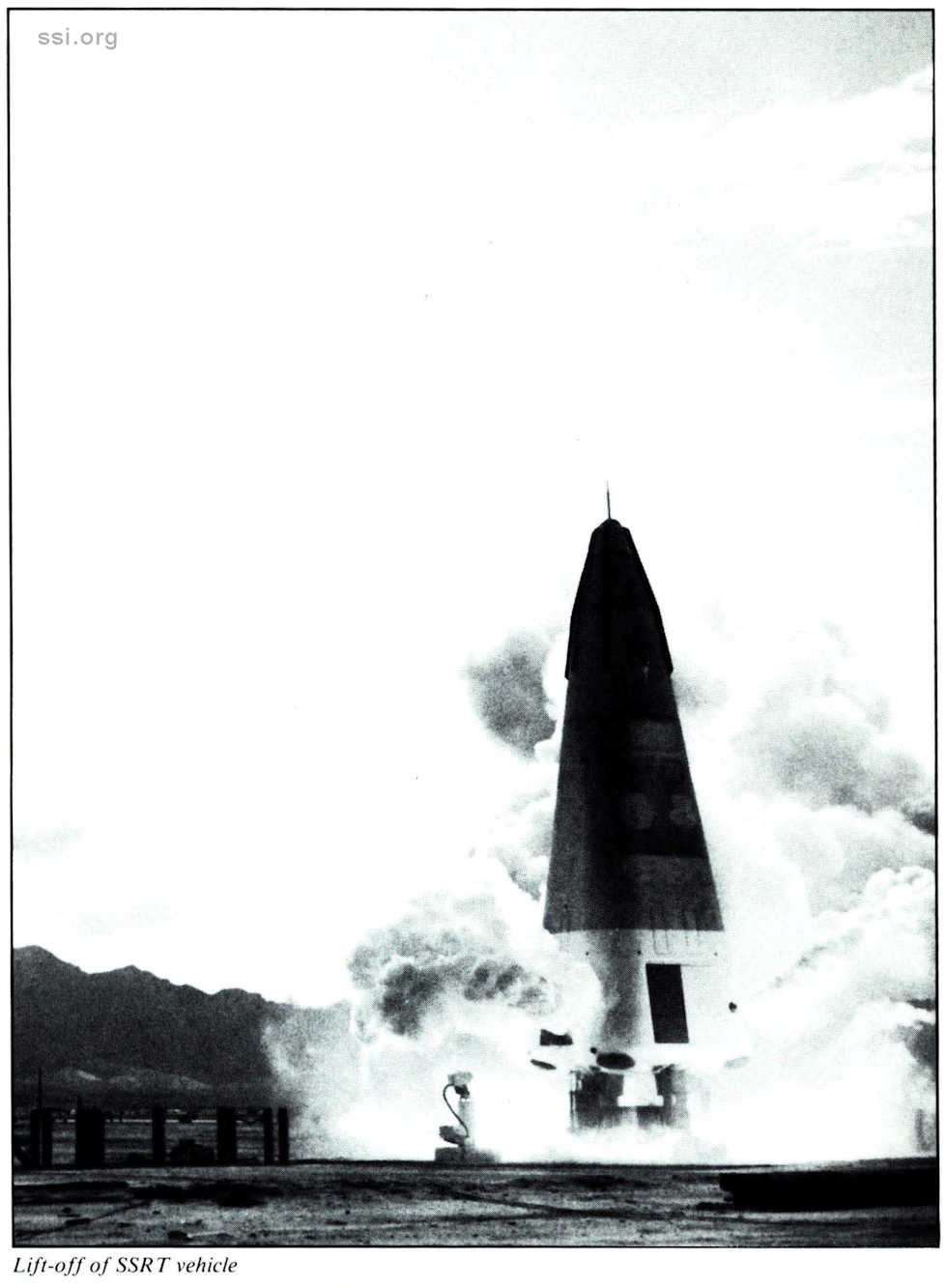
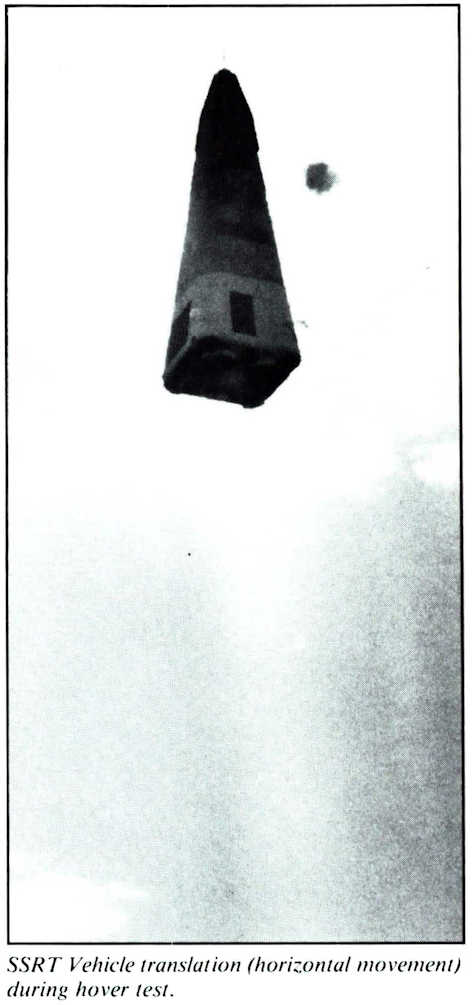
In a manner similar to the Wright brothers’ first flights at Kittyhawk, North Carolina, history was made in a subtle way on August 18, 1993, with the first test launch of the DC-X SSRT (Single Stage Rocket Technology) testbed vehicle. In what was actually a “bunny hop” test run for the official “first flight,” the DC-X lifted in a cloud of smoke from its launch pad, rose to 150 feet in the air, hovered steadily, translated 350 feet sideways, extended its four landing pads, and descended gently to the landing pad. The craft finished its flight by touching down at 1 foot per second, within six inches of the landing target. The entire flight lasted 60 seconds.
Only one minor problem marred the test run. Unburned hydrogen from the engines found its way under the lip of the DC-X’s nose cone and ignited, scorching it. The nose cone was replaced, with a slight modification, and coated with fire retardant; an infrared camera was then installed inside the craft on the next flight to find the source of the leak.
The official first flight of the DC-X, with media and VIPs in attendance, occurred 24 days later on September 11. In a virtual repeat of the “bunny hop” test, the craft again lifted from the pad and hovered, this time at 300 feet, translated 350 feet, and safely landed. No damage to the craft was reported this time. In fact, one witness to the event reported that the flight crew wanted to unofficially advance the test schedule and fly the craft again 4 days later, effectively demonstrating the craft’s rapid turnaround capability.
A third successful flight was completed on September 30. Following the pattern of the first two hops, the DC-X lifted off its pad, this time to 1200 feet, translated 350 feet, and lowered itself to the landing pad. The touchdown was within two feet of the touchdown locations of the previous two flights. The entire flight lasted 72.2 seconds.
Post-flight inspection after the third flight showed the vehicle to be in good condition, sustaining only minor damage from a delay at lift off. After engine start, “The vehicle transitioned to its autonomously commanded launch and flight mode…at which time the engines were commanded to throttle up from 30 percent thrust to 85 percent thrust. Approximately one second later a deviation in thrust buildup, lasting three to four seconds, was experienced.” [McDonnell Douglas press release] The flight control system automatically compensated, but the craft stayed near the launch pad about four seconds longer than anticipated.
Flight tests will resume in mid-October, and McDonnell Douglas plans to start “expanding the envelope” (to use test-pilot jargon) and subjecting the DC-X to higher altitudes, more severe pitch rates, and higher angles of attack.
The DC-X (officially the SX-1, for Spaceplane Experimental) was constructed by McDonnell Douglas Space Systems Corporation for the U.S. Ballistic Missile Defense Organization to demonstrate and test SSRT concepts. It is a 1/3 scale sub-orbital testbed which is designed to test and demonstrate various aspects of MDSSC’s SSTO (Single Stage To Orbit) design, in preparation for the design and construction of a full-scale, orbital vehicle.
The DC-X stands 40 feet tall and is roughly cone-shaped, with a circular nose blending into a square base 13 feet across. Set into each side of the base are four hydraulically-powered maneuvering flaps, similar to aircraft speed brakes, which are extended up to 30 degrees to control the vehicle during flight. In the bottom of the vehicle are the four extendable landing legs and the four Pratt & Whitney RL10A-5 engines. The engines burn liquid hydrogen and liquid oxygen, supply 13,500 lbs thrust each, and gimbal ± 8 degrees each. The RL10A-5 is a special version of the RL10A designed for a wide throttling range (300% to 100%) and sea-level operation. During hovering and landing, the vehicle is controlled by gimbaling the engines and, secondarily, through differential throttling. The engines should last the duration of the test period without need for replacement. Although all of the tests call for a vertical landing on the landing gear, the craft’s nose cone does contain a parachute, which can be deployed in case of emergency.
Built on a shoestring budget of $60 million in less than two years, the DC-X is an impressive demonstration of frugality and recycling. It utilizes an F-15 fighter’s inertial navigation system, a commercial Global Positioning System, accelerometers and other sensors from the F-18, and a flight-control system developed by Honeywell for airliners. The graphite-epoxy aeroshell was built by Scaled Composites Inc, the company founded by SSI Senior Advisor, Burt Rutan, of Voyager (the first flight to go non-stop round-the-world without refueling) fame.
The DC-X was rolled out at MDSSC’s Huntington Beach, California, plant on April 3. It, along with its portable launch system, was then transported to the White Sands Missile Range in New Mexico. In the period from May 20 to June 17, the DC-X underwent a test series of nine engine firings and vehicle systems exercises, including two firings in one day with complete defuel/vehicle servicing/ refueling between them. Between every test, the vehicle was serviced according to “aircraft-like processes and procedures.” [MDSSC press release] In a demonstration of the DC-X’s relative simplicity, the entire flight pad setup comprising a trailer-housed Flight Operations Control Center, the launch support pad, fuel handling facilities, and communications equipment-was packed up, trucked 50 miles to a different site, and reassembled prior to the August 18 test hop.
The full-sized Delta Clipper SSTO craft is to be a fully reusable launch vehicle, capable of carrying 20,000 pounds to Low-Earth Orbit and returning safely to the launch site. The craft’s designers and proponents intend the Delta Clipper to reduce launch costs dramatically, through a combination of total reusability, reduced operating costs, greatly increased safety and reliability, and a rapid turnaround time (less than one week) between flights. The Delta Clipper (also called the DC-1) is a conical craft, approximately 130 feet high and 30 feet across at the base, powered by 8 to 10 engines burning liquid hydrogen and liquid oxygen. The DC-1 will launch vertically from its launch pad, like any rocket. Following completion of its mission, the DC-1 will reenter the atmosphere nose first, slow to subsonic speeds through aerobraking, ignite its engines, rotate to a tail-first attitude, throttle up the engines, assume a stationary hover, and slowly lower itself to the landing pad.

The most important aspects of the Clipper design which BMDO intends the DC-X test to include:
1) Atmospheric maneuvering, hovering, and tail-first landing. In tests to come, MDSSC will take the craft consecutively higher, expanding the flight envelope with each flight, ultimately reaching 20,000 feet. The flights will explore the atmospheric maneuvering characteristics of the Clipper’s conical shape, which is a lifting body at high speeds, and prove the feasibility of the critical reentry rotation maneuver. In all of the flights, the DC-X will hover and land vertically on its landing gear.
2) Operation with reduced ground support crew. The DC-X uses a highly automated control center, manned by only three people: two for flight operations and one for ground operations and servicing.
3) Reusability and rapid turnaround. Ease of maintenance and rapid turnaround are critical to the Delta Clipper’s promise of reduced launch costs. The next two flights in the test program, currently scheduled for mid-October, will demonstrate this capability. The nominal target is a three-day tum-around between flights; MDSSC is confident that they can do significantly better.
The DC-X flight tests make up Phase II of a three-phase program. Phase I was a $12 million design and risk reduction competition which explored several potential SSTO designs. Successful completion of the DC-X testing, in mid-1993, will form the basis for a go/no-go decision by the Department of Defense to develop a Phase III Advanced Technology Demonstrator. While still suborbital, this demonstrator would improve on the DC-X design and allow further expansion of the test envelope subsequent to the construction of an orbit-capable test vehicle.
©space studies institute
Next: 1994 Jan-Feb Low Mass SPS, DoD/NASA Clementine Probe dedicated to Gerard K. O’Neill
